
www.ptreview.co.uk
02
'26
Written on Modified on
Optimizing Battery Cell Testing with XTS and EtherCAT Technology
To achieve high-throughput end-of-line testing for premium lithium-ion round cells, V4Smart implemented Beckhoff’s intelligent transport system to decouple process cycles and reduce footprint.
www.beckhoff.com
Application Area: Mechanical End-of-Line Testing / Product Transport
Industry Sector: Electromobility / Battery Manufacturing
V4Smart, a Nördlingen-based joint venture between Porsche and Varta, specializes in the development, materials research, and scalable production of high-performance lithium-ion round cells. In manufacturing cells destined for demanding applications—such as the hybrid drives of the Porsche 911 Carrera GTS and Turbo S—the company required an automated end-of-line testing facility capable of high-throughput quality control.
The primary technical challenge involved managing the extreme process complexity of over 30 work and testing stations per sub-system, while maintaining a strict throughput goal of 80 tested parts per minute across the facility. The plant needed to seamlessly integrate continuous processes, like a thermal heating tunnel, with highly synchronized cyclic processes, such as optical inspections and laser marking. Furthermore, physical floor space was heavily constrained.
V4Smart and its development partners—the mechanical engineering division of Varta Microbattery, system integrator Nema Automation, and Beckhoff—selected Beckhoff's PC-based control and eXtended Transport System (XTS). XTS was chosen as the only solution capable of delivering the precise product handling, speed, and decoupling of machine cycles necessary to meet these performance parameters. Throughout the deployment, Beckhoff's sales and engineering teams provided close, solution-oriented engineering support from the design phase through to commissioning, assisting Nema Automation in delivering the full control system architecture.
Technical Complexity and Distributed Topology
The overall testing facility comprises two mirrored, symmetrical sections, each measuring approximately 15 meters long and 3 meters wide. Each sub-system operates independently to handle 40 parts per minute, ensuring a total system output of 80 parts per minute with a strict target reject rate below 1%.
To manage the high volume of operational data, the system architecture incorporates approximately 1,000 I/O points per section. Half of these data points are captured using decentralized, machine-mountable EtherCAT Box modules, while the remaining half are routed via standard EtherCAT Terminals distributed across 26 distinct control cabinets. High-speed communication is maintained via the Industrial Ethernet standard, EtherCAT. The system utilizes a precise network topology featuring a central star configuration, from which all other network participants are integrated via linear drops to optimize data transmission efficiency across the large-scale layout.

With XTS, the battery cells can be transported through the heating tunnel for applying the heat-shrink sleeve without difficulty – protected by a dedicated safety zone that prevents excessive dwell time.
Inline Process Stations and Metrology
As the battery cells move through the system, they traverse more than 30 dedicated stations. This includes approximately 20 optical inspection units, cleaning stations, and mechanical assembly areas. The mechanical and surface testing sequence is detailed by Felix Eitel, team leader for electrical design/control technology at Varta Microbattery:
"The battery cell is tested for a wide range of mechanical characteristics. The casing is checked for scratches, dents, and water or electrolyte stains. The same applies to the cell cap and base, with the battery cell additionally being rotated. The bottom insulation is then applied and its correct placement verified. This is followed by the thermal application of the heat-shrink sleeve, including checks for correct length, complete coverage, and any damage. Finally, each battery cell is marked with a UV laser, the print is inspected by a camera, and the cell is removed by a delta robot."
Decoupled Product Transport via XTS
The core material handling system consists of two 28.5-meter circulating XTS tracks. Each sub-system utilizes more than 100 XTS motor modules and 100 individual movers. Andreas Hütter, CTO of Nema Automation, highlights the technical necessity of the system:
"The decoupling of the product transport from the machine cycle is crucial here. After all, the system includes a wide variety of processing stations – some parallelized, others single-station – as well as the heating tunnel as a continuous process that must be synchronized with cyclic operations. This requires the high degree of flexibility that XTS offers. In addition, the available space for the system is limited, and XTS makes it possible to achieve a very compact machine layout. A conventionally designed system would have been at least one third larger."
A key challenge was the integration of the 2-meter-long thermal heating tunnel used to cure the heat-shrink sleeves. Movers travel through this zone at a constant velocity of 60 mm/s. In the event of an upstream process fault, cells inside the tunnel must exit immediately to prevent thermal damage from overheating. By leveraging the XTS architecture, engineers divided the track into two independent safety zones using an additional power supply module. This configuration allows the front end of the machine to be halted for maintenance while the movers inside the heating tunnel continue traveling uninterrupted to safely clear the heated zone.

Despite its complexity, the system can be clearly displayed and conveniently operated on the Beckhoff multi-touch Control Panel with push-button extension.
Kinematics, Synchronization, and Control Architecture
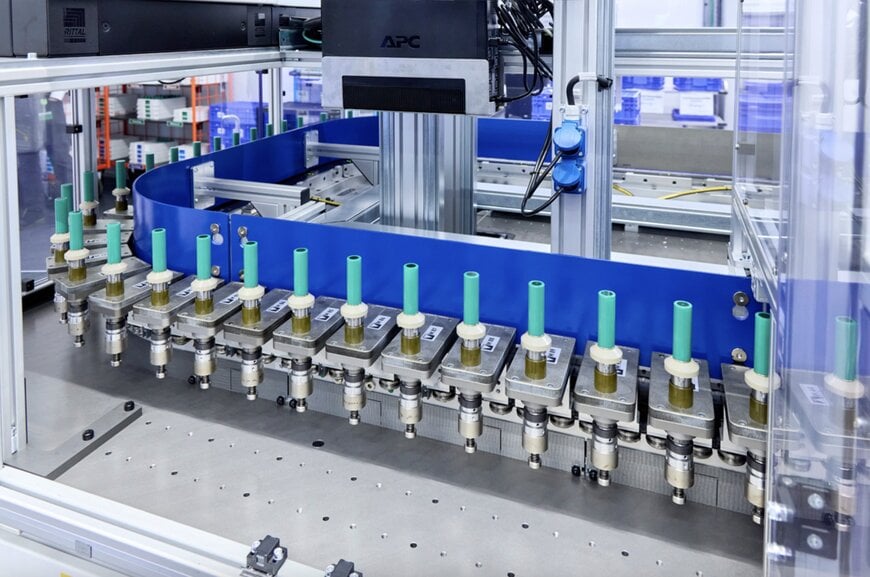
The workpiece carriers mounted on the XTS movers feature a specialized rotatable mounting design. At 13 specific stations per sub-system—including the optical inspection, cleaning, and heating zones—the battery cell must spin. This rotation is driven via a magnetic coupling by an AM8000 servomotor connected to an AX8000 multi-axis servo system. Cabling complexity, space requirements, and maintenance overhead were minimized by utilizing One Cable Technology (OCT) for the servomotors.
For material loading and unloading, two pick-and-place delta robots are positioned at the entry and exit points of the process chain. The kinematics for these delta robots are calculated directly on the central Beckhoff machine controller via TwinCAT 3 Kinematic Transformation, while path planning is executed using TwinCAT 3 Motion Pick-and-Place. System visualization, diagnostics, and operator control are decoupled onto a secondary dedicated control computer running TwinCAT HMI, which interfaces with three multi-touch Beckhoff Control Panels.
Edited by Romila DSilva, Induportals Editor, with AI assistance.
www.beckhoff.com
